【外部給油ボーリング用 スリーブ】の仕組み
機械側排出口から 別売り部品のエルボーを仲介させる事で、スリーブへの導入口に誘導し、ボーリングバーのすぐ横から刃先に向かってクーラント供給が可能です。
圧力損失も少なく、小径ボーリング等では場合により内部給油式よりも排出力が高い事もあります。
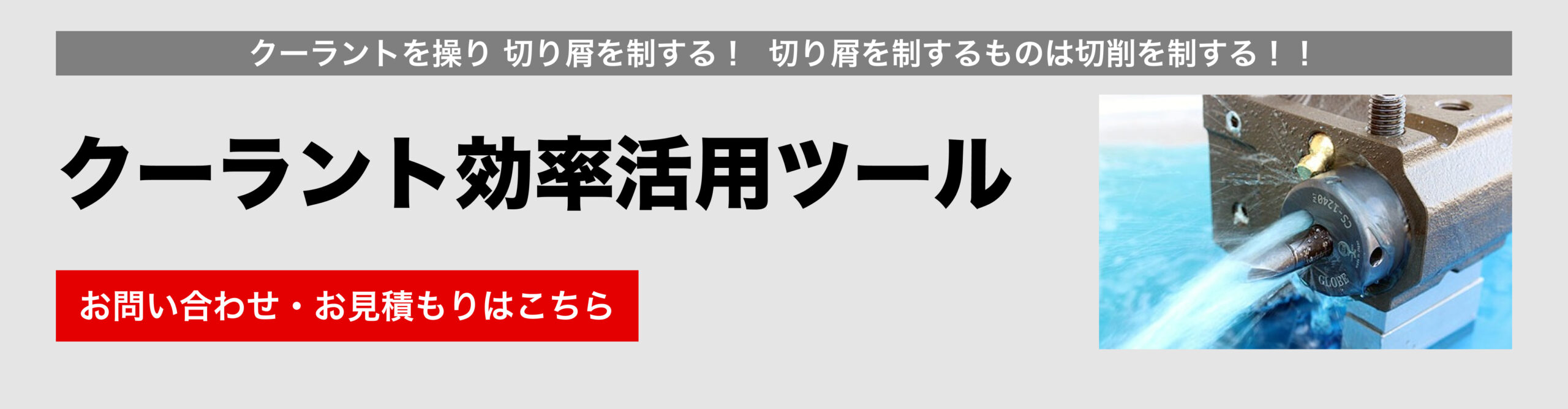
量産切削加工の能率向上に取り組む場合、主に切削工具選定に目が向きがちですが、実は「クーラントのかけ方」の変更は切削工具以上に有効な手法となる可能性があります。今回はクーラントを使って生産性を向上をさせるお勧め3商品のご紹介です。

内径ボーリング加工。 旋盤機に内部給油装置がついていないため切り屑処理や加工精度に困っている。
内径加工最大のテーマと言って良いほど、切り屑処理には頭を悩まされます。 特に内部給油装置がついていない場合、切り屑つまりによる工具刃先欠損、ホルダー折損、過去面の悪化、バイトへの切り屑巻付き、等トラブルは後を絶ちません。

旋盤外径加工、現状のクーラント圧力を強くしたい。
外径切削における切り屑コントロールは一般的にチップブレーカーの変更や切削条件の変更が一般的改善手法かと思いますが、現実的には生産性の両立を考えると簡単にはいかない事が多いです。 クーラントを今よりも強く当てる事が出来ればと思い至りますが、それには高圧ポンプ導入等の追加設備コストがかかり、簡単には踏み切れないものです。

マシニングセンター加工後に残る切り屑除去に手間がかかっている。
マシニング加工後にワーク内部に切り屑が滞留してしまうという品質トラブルはよく聞きます。対策としては高圧洗浄による除去、手作業での除去等が選択肢として挙がりますが、どちらも非常にコストがかかり生産技術担当者の頭の痛い問題です。

機械側排出口から 別売り部品のエルボーを仲介させる事で、スリーブへの導入口に誘導し、ボーリングバーのすぐ横から刃先に向かってクーラント供給が可能です。
圧力損失も少なく、小径ボーリング等では場合により内部給油式よりも排出力が高い事もあります。

従来の一般スリーブ はノズル先端の位置調整や パイプ製作の手間がありました。 また ノズルやパイプへの切り屑巻付きの問題がありました。
本品は機械メーカーのタイプにあったエルボを取り付けるだけの簡単作業で切りくずが巻付く事もありません。
内部給油式スリーブでは配管接続が必要でかつ機械や年式の違いにより種類が異なる等 保守管理の面でも手間がありました。 本品は機械メーカータイプにあったエルボー選定し取り付けたるだけで、以後 径違いのスリーブを交換する場合も調整がほぼ不要で交換作業が簡単に行えます。
(効果)
・切り屑の排出性向上 ・加工面の肌荒れ向上・工具の突発欠損減少・工具寿命の長寿命化や安定化
紹介URL
https://chuck.jp/products/sleeve/
GLOBE クーラントチューブスリーブ

ミーリング機能付きの旋盤に装着する事で 内臓される増圧ポンプユニットが ミル軸回転によりクーラントを増圧し、強力なクーラント供給を可能にします。
水圧の力により、生成される切り屑の形状を変化させる事で 付属的メリットを享受出来ます。

・クーラント圧力は 最大15Mps (先端ノズル径φ0.4)
・消費電力が低く、他社高圧クーラント15Mps品との比較で 70%ダウン 。 7Mps品 比較で 40%ダウン (メーカー調査)
(効果)
・切り屑の分断化 ・バイトへの巻付き防止 ・切削点のより近くまで浸透する事による刃先熱摩耗抑制
紹介URL
https://www.nttool.com/products/pid/252/
NTツール Boost Master 複合旋盤用クーラント増圧ツール

マシニング加工の後に 別ATCを使用した本機を活用する事で、機内やワークの切り屑洗浄を行います。
マシニングプログラムで洗浄位置や軌跡、時間を自由に設定できる点が強みです。
マシニングセンターのクーラント活用し、内臓される増圧ポンプユニットが ミル軸回転によりクーラントを増圧し ノズル先端から最大15Mpsのクーラントを排出します
(効果)
・切り屑除去工程の短縮 及び コスト削減
(用途例)
ワーク洗浄・・・タップ穴への微細切り屑除去。深穴底の切り屑残りの排出。 交差穴の切り屑排出
機械洗浄・・・着座部 切り屑除去。
NTツール Boost Master BMA
https://www.nttool.com/products/pid/242/
お問い合わせ
まずは、お電話やメールにてお気軽にお問い合わせください。別売り付属パーツについてもご提案させて頂きます。
お見積り書を提出&ご成約
ヒアリング内容をもとに、見積り書を提出します。内容に問題がなければ、注文書の受領をもって成約となります。なお、口頭でのご注文はお受けしておりません。書面でのご発注をいただけますよう、ご了承ください。
メーカー出荷
納品
【外部給油用スリーブ】 ホルダー給油口からスリーブまでは配管無しという事ですが、実際突出量が弱くなったりしませんか?
YOUTUBE動画をご覧ください。 非常に勢い強く突出出来ている様子が確認できると思います。
【NC旋盤むけクーラント増圧ツール】 NC旋盤にミーリング付タレットが付属していない場合は使用できませんか?
はい。 申し訳ありあませんが、装着が出来ません。 ミーリング機工付タレットか、複合旋盤でないと装着が出来ません。
【MC用高圧洗浄ツール】 取付けインターフェースの規格種類は?
現在商品設定として BT30,40,50。 HSK50A,63A,100Aがあります。
【MC用高圧洗浄ツール】 加工機側の推奨回転数は?
6000rpm となります。
| 商号 | 東京超硬工具株式会社 |
|---|---|
| 代表者 | 代表取締役 坂井 真一 |
| 創業 | 昭和31年7月1日 |
| 本社所在地 | 〒231-0005 神奈川県横浜市中区本町3丁目24番 本町中央ビル304号 |
| 電話番号 | 045-232-4711 |
| FAX番号 | 045-232-4721 |
| info@tokyo-choko.co.jp | |
| 資本金 | 10,000,000円 |
| 決算期 | 年1回5月 |
| 取引銀行 | 横浜銀行本店営業部 三菱UFJ銀行横浜中央支店 |
| 主要取引先 | 愛知機械工業株式会社 荒川工業株式会社 金田工業株式会社 ジャトコ株式会社 日産工機株式会社 日産自動車株式会社 ホンダオートボディー株式会社 株式会社ホンダトレーディング 本田金属技術株式会社 本田技研工業株式会社 本田技術研究所株式会社 八千代工業株式会社 株式会社ユニバンス 柳河精機株式会社 (順不同 敬称略)
|
| 関連会社 | 株式会社東栄超硬 ※超硬加工・精密治工具製作など難解加工を得意としています(社名クリックにてHPリンクします)。 |

受付時間:08:30~17:00